| WORKSTATION | PNEUMATICS | HYDRAULICS | ELECTRONICS | ROBOTINO® | MPS ® SYSTEM |
- The stations at a glance
- Distributing/Conveyor station – start-up
- Pick&Place station – small is beautiful
- Robot station
- Robot station with MPS® modules
- Distributing station: Getting started with MPS®
- Testing station: Focus on sensors
- Processing station: Purely electrical
- Handling station, electrical
- Handling station, pneumatic
- Fluidic Muscle Press station: Powerful
- Punching station: Hydraulics power
- Separating station: Flexibility
- Storing station: In and out, electrically
- Sorting station: Finally
- Combining stations
The stations in the Modular Production System at a glance
|
|
MPS® commissioning service
On request, we can also commission systems for you – particularly in the case of larger systems. To ensure that your training projects run smoothly right from the start.
|
|||||||||||||||||||||||||||||||||||||||||
Distributing/Conveyor station – start-up
 |
Function The Distributing/conveyor station separates workpieces stored in the magazine tube of the stacking magazine. A double-acting cylinder pushes the workpieces out one at a time. The Conveyor module transports the workpiece to the right or left. If required, the workpiece can be stopped and separated on the conveyor.Topic: Separating Both simple and complex programming topics are communicated using the simple magazine structure. Different workpieces can be used in the MPS® Stacking magazine module.Topic: Conveying The MPS® Conveyor module offers a range of training subjects including clockwise/anticlockwise rotation, stopping, separating and optoelectrical sensors. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
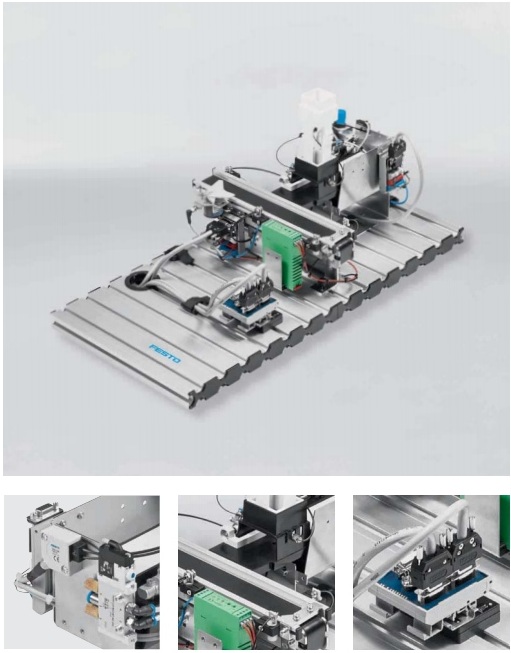
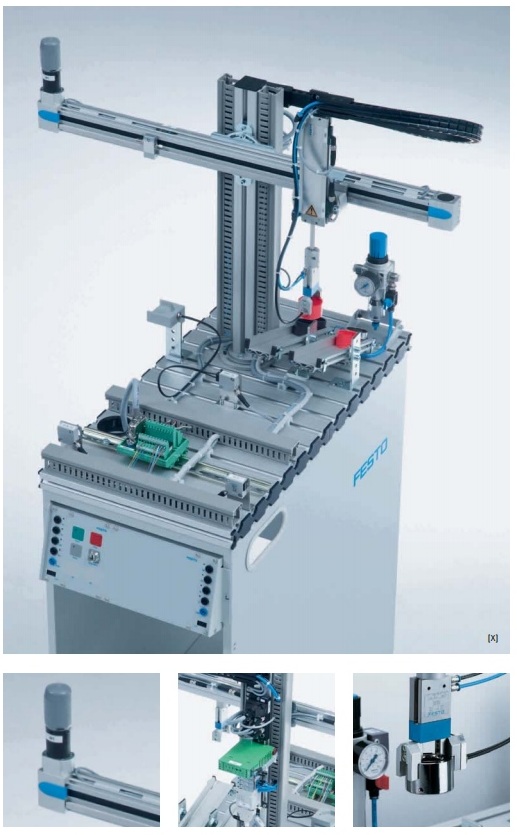
Pick&Place station – small is beautiful
 |
Function The Pick&Place station is equipped with a two-axis Pick&Place module and a Conveyor module.Optical diffuse sensors or through-beam sensors detect workpiece housings placed on the conveyor. The conveyor transports workpieces to the electric feed separator. The Pick&Place module picks up a workpiece insert from the chute and places it on the workpiece housing. The complete workpiece (housing and insert) is released by the separator and transported to the end of the conveyor.Topic: Linear slide units Slide units from Festo can be used to further extend the versatility of the Pick&Place module. Variable stops, silencers and an attachment that can be adjusted in all directions provide the ideal solution for every Pick & Place task. This permits a wide range of projects to be implemented.Topic: Vacuum technology The vacuum components ‒ vacuum generators, pressure switches, vacuum filters and suction cups ‒ are harmonised for optimum performance. They clearly demonstrate the principle behind vacuum applications: vacuum generation using a generator, the correct suction cup with matching filter and the teach-in electronic pressure switch with freely programmable switching points for pressure sensing. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Robot station – The base for your robot applications
 |
Function The robot station includes the new 6-axis articulated arm robot RV-2FB by Mitsubishi Electric. This industrial robot combines a sturdy engineering design and construction with a large working range and a high movement speed. In the basic design, the station is equipped with a robot controller, Teachbox, safety housing, service unit and pneumatic multifunction gripper. Additional MPS® modules are available for your individual robot applications. Topic: Industrial robotics In flexible automation, industrial robots are among the most important components. They allow automated processes to be adjusted rapidly. The MPS® robot station and its equipment levels make processes and tasks possible which are required in industrial production for commissioning and adjustment of robot-based work cells. Fit for research: the real-time interface The robot's controller is able to adopt setpoint values for the axes via a network connection. This allows you to develop your own robot controller. CIROS® programming and simulation software CIROS® is a professional basic and further training tool that makes programming and simulation of a precision robot extremely easy and safe. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Robot station with MPS® modules – The equipment level as an introduction to industrial robotics
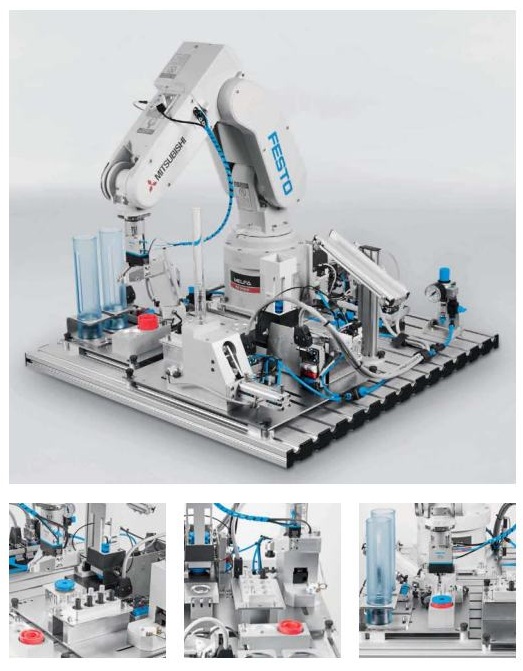 |
Function This equipment level is created based on the basic design of the MPS® robot station and the two robot handling and robot assembly modules as a introduction to industrial robotics. The upstream station feeds the bodies of the pneumatic cylinders to be assembled to the robot via a slide. The robot determines the orientation of the bodies and places them in the assembly holder in the correct orientation. It takes the piston from the pallet and assembles it in the body. Controlled magazines feed the piston springs and cylinder end caps to the robot. The fully assembled pneumatic cylinder is then placed on a slide. Topic: Handling and assembly In many industrial applications, robots handle and assemble workpieces and modules. Getting to know these areas of application is an essential part of an introduction to robotics. Developed in accordance with the EU Machinery Directive 2006/42/EC in compliance with DIN EN 60204-1 and DIN EN ISO 12100. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Distributing station: Getting started with MPS®
 |
Function
The Distributing station separates workpieces. Up to eight workpieces are stored in the magazine tube of the stacking magazine. A double-acting cylinder pushes the workpieces out one at a time. The Changer module grips the separated workpiece via a suction gripper. The swivel arm of the changer, which is driven by a rotary actuator, moves the workpiece to the transfer point of the downstream station.
Special technology: Semi-rotary actuator
The Distributing station utilises various actuators, all of which are industrial components. The rotary actuator of the swivel arm can be set to various angles between 90° and 270°. The end positions are sensed by means of micro switches. A double-acting linear cylinder pushes workpieces out of the stacking magazine. The end positions are sensed using proximity sensors.
Special grippers: Suction gripper
The suction gripper of the Changer module grips the workpiece. The vacuum is generated in the vacuum slice of the CP valve terminal by means of the venturi principle and is monitored by a pressure switch. The switching point of the pressure switch is adjustable.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Testing station: Focus on sensors
 |
Function The Testing station detects the various properties of the workpieces inserted into it. It differentiates workpieces with the aid of an optical and a capacitive sensor. A retro-reflective sensor monitors whether the operating space is free before the workpiece is raised via a linear cylinder. An analogue sensor measures the height of the workpiece. A linear cylinder guides correct workpieces via the upper air slide to the neighbouring station. Faulty workpieces are rejected via the lower air slide. Top topic: Sensors The Testing station employs all basic types of industrial sensors in typical applications: optical and capacitive proximity sensors and optical retro-reflective sensors. These are supplemented by various cylinder limit switches (inductive, magnetic) Option: Analogue value processing An analogue sensor detects the height of the workpiece, which is raised from below by a linear cylinder and pressed against the measuring device. A comparator evaluates the sensor signal and passes this on as a digital signal. The analogue signal is also available at a separate terminal – allowing connection to the simulation box or a PLC with an analogue module. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Processing station: Purely electrical
 |
Function In the Processing station, workpieces are tested and processed on a rotary indexing table. This station only uses electrical drives. The rotary indexing table is driven by a DC motor. The table is positioned by a relay circuit, with the position of the table being detected by an inductive sensor. On the rotary indexing table, the workpieces are tested and drilled in two parallel processes. A solenoid probe with an inductive sensor checks that the workpieces are inserted in the correct position. During drilling, the workpiece is clamped by a solenoid actuator. Finished workpieces are passed on via the electrical sorting gate. Attention! - Drilling operation Drill feed is undertaken by an electrical linear axis with a DC motor, which is controlled via a reversing starter. The end positions are sensed by means of micro switches. The drill is fully functional, but for safety reasons the drilling processes are only simulated. Electrical only: Many different drives The station requires the programming of two processes executed in parallel: drilling and drill-hole testing. This station also offers a range of different drives:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
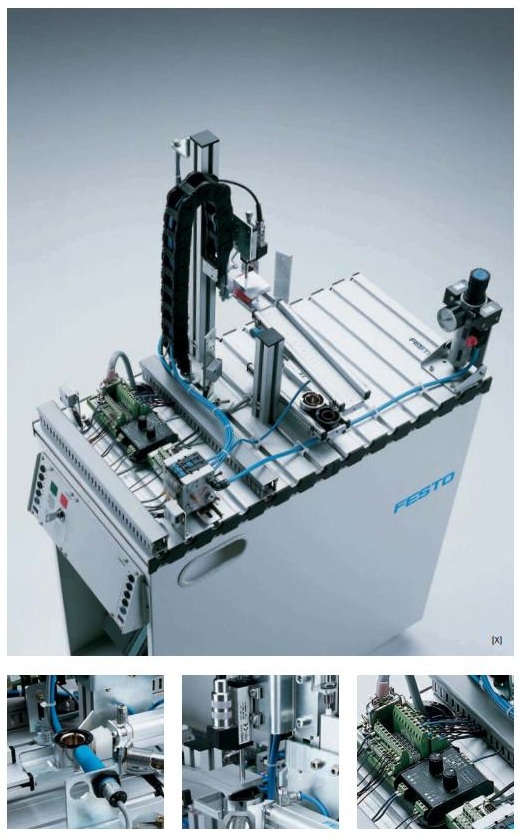
Handling station, electrical: up-to-date with electric drives
 |
Function
The Handling station, electrical, is equipped with a flexible two-axis handling device. Workpieces inserted into the holder are detected by an optical diffuse sensor. The handling device picks up the workpieces from there with the aid of a pneumatic gripper. The gripper is equipped with an optical sensor which differentiates between “black” and “non-black” workpieces. The workpieces can be placed on different slides according to this criterion. Other sorting criteria can be defined if the station is combined with other stations. Workpieces can also be transferred to a downstream station.
Good example: Modular handling system from Festo The Handling station, electrical, utilises industrial handling components. An electrical linear axis with DC motor allows fast positioning, including to intermediate positions. A flat linear cylinder with end-position detection serves as the lifting cylinder for the Z axis. A modern pneumatic linear gripper is mounted on the lifting cylinder. The optical sensor integrated into the jaw of the gripper recognises the workpieces.
Project exercise: New requirements – different grippers
The PicAlfa module, electrical, is highly flexible: stroke length, inclination of the axes, arrangement of the end-position sensors and the installation position can all be adjusted. This enables the station to be adapted for a broad range of handling tasks without the use of additional elements – an ideal project for advanced trainees.
The valve terminal in the electric PicAlfa module is equipped with two individual single-solenoid valves. This makes it possible to carry out simple extensions, such as adding a stacking machine.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
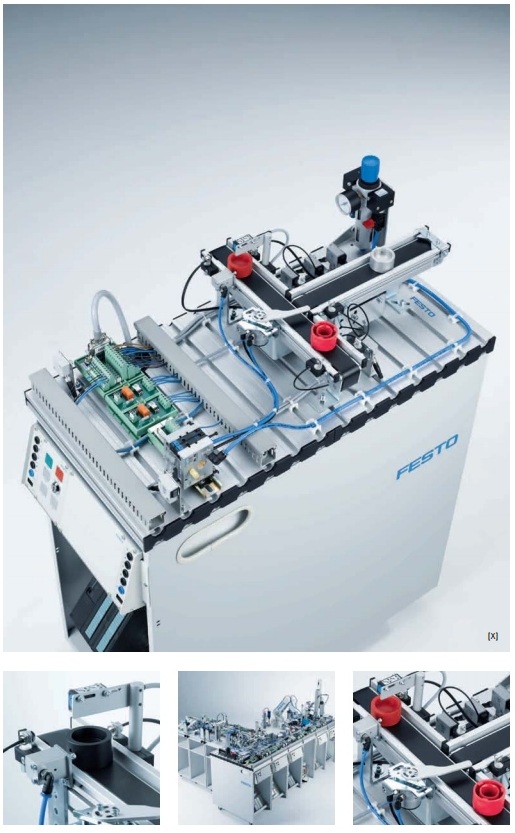
Handling station, pneumatic: All-rounder with pneumatic linear drive
 |
Function
The Handling station, pneumatic, is equipped with a flexible two-axis handling device. Workpieces inserted into the holder are detected by an optical diffuse sensor. The handling device picks up the workpieces from there with the aid of a pneumatic gripper. The gripper is equipped with an optical sensor which differentiates between “black” and “non-black” workpieces. The workpieces can be placed on different slides according to this criterion. Other sorting criteria can be defined if the station is combined with other stations. Workpieces can also be transferred to a downstream station.
Good example: Modular handling system from Festo The Handling station, pneumatic, utilises industrial handling components. A pneumatic linear axis with flexible end-position adjustment and cushioning allows fast positioning, including to intermediate positions. A flat linear cylinder with end-position detection serves as the lifting cylinder for the Z axis. A modern pneumatic linear gripper is mounted on the lifting cylinder. The optical sensor integrated into the jaw of the gripper recognises the workpieces. Project exercise: New requirements – different grippers The PicAlfa module, pneumatic, is highly flexible: stroke length, inclination of the axes, arrangement of the end-position sensors and the installation position can all be adjusted. This enables the station to be adapted for a broad range of handling tasks without the use of additional elements – an ideal project for advanced trainees. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
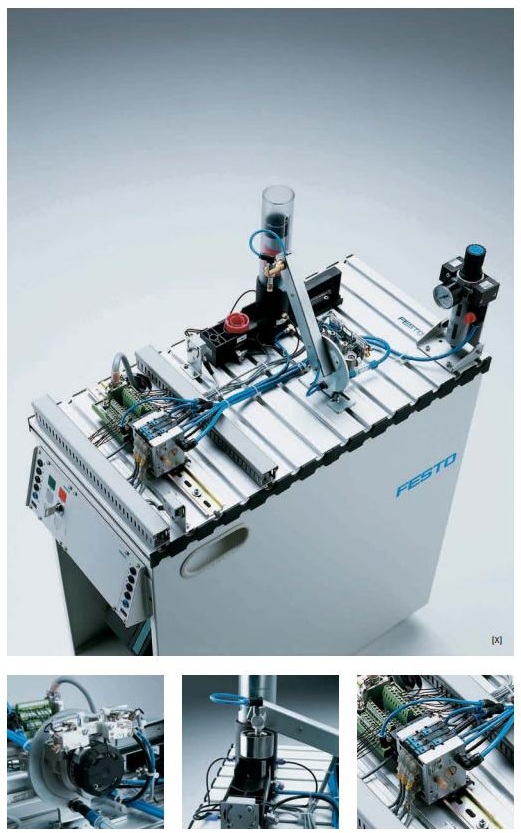
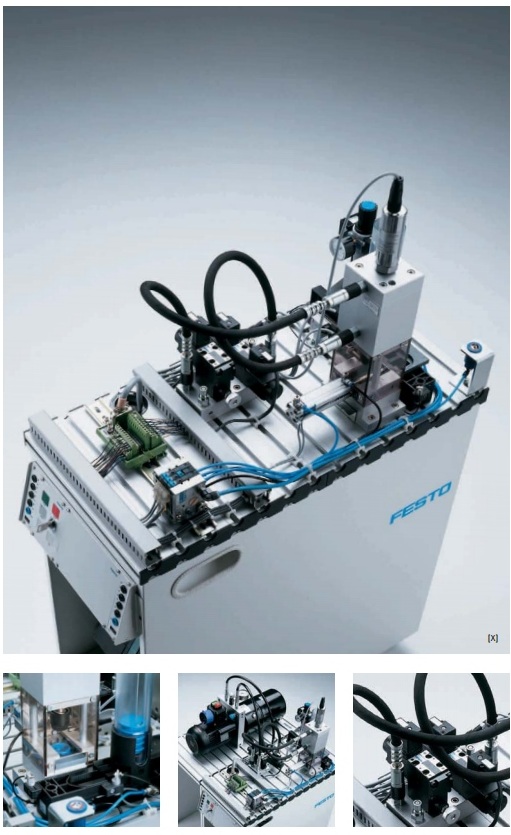
Fluidic Muscle Press station: Powerful
 |
Function The Fluidic Muscle Press station presses workpiece inserts into the housings. The rotary/linear actuator (transfer device) moves the housing with the insert placed on it under the press. The pneumatic muscle performs the pressing operation. The finished workpiece is then transported to the transfer position using the rotary/linear actuator. An optical diffuse sensor is attached to the arm of the actuator for sensing the workpiece. The pressing pressure is monitored and displayed using the analogue pressure sensor. The press-in speed and depth can be varied both manually – via throttle and pressure regulator – and electronically – via the proportional pressure regulator.
State of the art
The latest components such as the pneumatic muscle, the linear drive SLG or the semi-rotary actuator DRQD with adjustable mid-position enable your students to experience the industrial automation technology of tomorrow today.
Option: Analogue value processing The analogue pressure sensor provides an analogue signal and also a binary signal with the help of the programmable switching points. The analogue signals are available at a separate terminal – allowing connection to the simulation box or a PLC with an analogue module. This enables you to use the station with a controller with or without analogue processing. Both variants are supported for actuation of the pneumatic muscle: Analogue via the proportional pressure regulator or binary via a directional control valve. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Punching station: Hydraulics power
 |
Function
The plastic cylinder end caps for the cylinder bodies are supplied without a hole for the piston rod. This station has the task of punching the hole. A double-acting cylinder ejects the semifinished cap from the stacking magazine. A second cylinder brings the cap into the punch. After punching, this second cylinder ejects the finished cap.
Topic: Pressure and force
Hydraulics plays a key role in mechatronic systems when great forces are required. It is an essential part of drive and control technology for mechatronics training.
The pressure for the punching process is supplied by the hydraulic power unit. A pressure switch on the punch itself ensures the correct pressure for the punching process.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Separating station: Flexibility
 |
Function
The Separating station differentiates workpieces based on their drilled hole depth and separates them into two different material flow directions. Workpieces placed on the conveyor are transported to the depth measurement point. An analogue diffuse sensor checks the drilled hole depth. Workpieces of the type "cylinder body" (deep hole) are transported to the end of the conveyor. Workpieces of the type "housing" (shallower hole) are directed towards the rear via the second conveyor using a pneumatic branching gate with rotary drive. Fibre-optic through beam sensors with optical sensors monitor the material flow on the conveyors. The Separating station can be supplemented with MPS® downstream stations in two directions.
Analogue and digital
The diffuse sensor supplies both an analogue and a binary output signal. This facilitates different training levels. The binary switching output can be adapted to the measurement requirement by means of a simple teach-in stage.
Flexible assembly
The Separating station permits the creation of flexible assembly lines using MPS® stations. Combined assembly processes such as cylinder assembly and assembly of workpiece inserts in the housing can be realised using the Separating station. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Storing station: In and out, electrically
 |
Function
The Storing station places workpieces in and takes workpieces out of storage. The station is equipped with three storage levels, with a level each for six red, six silver and six black workpieces. The workpieces are gripped using a pneumatic gripper. The linear movement is executed using a linear cylinder. The rotary movement is performed by an electrical servo drive with integrated controller. The stroke movement is executed using an electrical linear axis with separate controller. During placement into storage, a workpiece inserted in the Holder module is detected using the colour sensor. The workpiece is placed in the next free compartment in the corresponding storage level based on the colour. Upon removal from storage, the workpieces are transported from the shelf compartments to the downstream station. The Storing station can be employed as the first station or the last station in an MPS® combination.
Electrical drives
The latest drive technology for a challenging lesson: with the MTR-DCI, the motor, gear, power electronics and positioning controller form a compact unit for optimum positioning of the rotation axis. The electrical mini slide SLTE with motor controller SFC-DC ensures a correctly regulated drive for horizontal positioning.
Colour-friendly!
The tiny colour sensor detects the workpieces using an integrated white light source. It learns new colours easily by means of teach-in and activates one of the three switching outputs when one of these is detected. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Sorting station: Finally
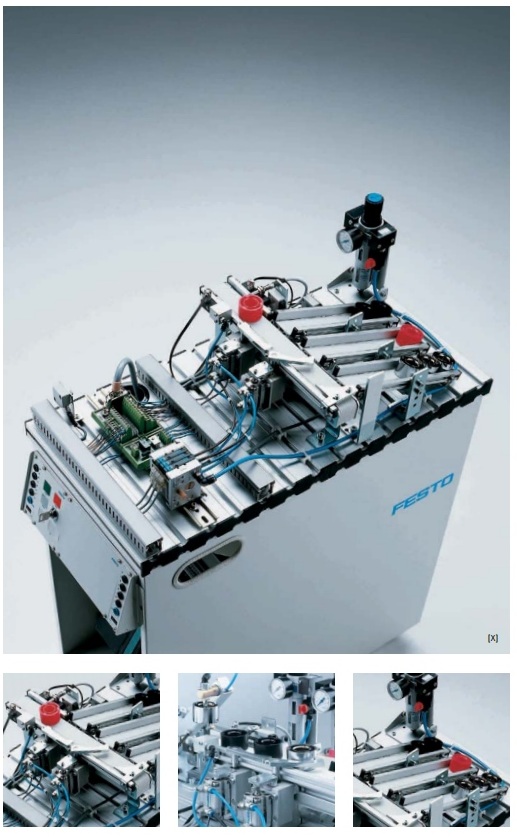 |
Function The Sorting station sorts workpieces onto three slides. Workpieces placed on the start of the conveyor are detected by a diffuse sensor. Sensors upstream of the stopper detect the workpiece features (black, red, metal). Sorting gates actuated by short-stroke cylinders via a deflector allow sorting of workpieces onto the appropriate slides. A retro-reflective sensor monitors the level of the slides.
Topic: Material detection
Inductive and optical sensors detect the colour and material of workpieces. Short-stroke cylinders stop workpieces on the conveyor and pass them on for sorting onto one of three slides.
For project work: Upgrades from the modular conveyor system All modules and components used in this station are part of the modular conveyor system, for example:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
- Training aims
- Supplementation of existing stations
- Budget
- Distributing – separating – processing – robot – assembly – storing
- Pick&place – fluidic muscle press – sorting
- Distributing – conveyor – sorting
 |
 |
|
| With blended learning package and modular expansion options | with blended learning package, FluidSIM® , Mechatronics Assistant and web-based training programs | |
 |
 |
|
| with visualisation package and the Mechatronics Assistant | with an all-inclusive media package | |
 |
 |
|
| Flexible production – compatible, modular and versatile | The entry-level systems | |
 |
||
| The complete package for demanding training scenarios | ||
| WORKSTATION | PNEUMATICS | HYDRAULICS | ELECTRONICS | ROBOTINO® | MPS ® SYSTEM |
